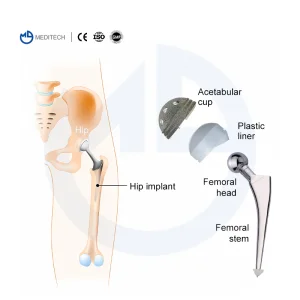
Explore our technical portfolio featuring state-of-the-art trauma, joint replacement, and soft tissue fixation implants configured for international surgical standards.
Welcome to Hangzhou DTRX Medical Technology Co., Ltd., an industry-leading enterprise dedicated to the specialized research, development, high-tolerance production, and international distribution of clinical-grade orthopedic implants and surgical instruments. Our advanced facility spans an extensive total blueprint of 32,068 square meters of ground space, establishing a scalable infrastructure equipped to manage complex OEM and ODM fulfillment mandates for global healthcare ecosystems.
Operating with a dedicated, highly trained corporate structure including over 120+ medical device experts, manufacturing specialists, and quality control personnel, we align our outputs with the rigid mandates of international medical regulations. The backbone of our processing precision is supported by elite, imported manufacturing and testing apparatus from Germany, providing our engineering department with unparalleled mechanical accuracy. This technological integration forms the cornerstone of our ability to meet and surpass the precise material tolerances and biomechanical configurations demanded by contemporary orthopedic surgeons.
Regulatory Compliance & Supply Chain Stability Matrix
Our corporate production framework adheres completely to ISO 9001 and ISO 13485 Medical Devices Quality Management Systems. Backed by verified CE Certification, our commercial catalog successfully addresses the procurement needs of clinical facilities and distributors across more than 50 countries across the Middle East, Africa, Southeast Asia, Eastern Europe, Australia, North America, and South America. Driven by our foundational "Care First" philosophy, we emphasize robust material traceability, continuous component optimization, and comprehensive post-market localization support.

An analytical insight into international sourcing channels, material requirements, and supply-chain structures for sports medicine devices.
The global sports medicine landscape is experiencing structural volume acceleration, specifically across Anterior Cruciate Ligament (ACL) reconstruction methodologies. As clinical centers transition to minimally invasive arthroscopic interventions, procurement organizations require absolute mechanical consistency from OEM/ODM partners. Contract manufacturing of ACL fixation systems involves navigating specialized material metrics, shear stress tolerances, and secure graft retention capabilities.
International medical tenders demand comprehensive product lines covering adjustable loop cortical buttons, fixed-loop suspensory fixation elements, and high-performance interference screws. Procurement executives face the dual pressure of ensuring bio-inert surgical outcomes while maintaining cost-effective unit economics. Our manufacturing framework mitigates these operational friction points by offering end-to-end component customization, ensuring that private label brands can secure scalable market entry with minimized lead times and verifiable structural safety data.
Every production batch undergoes strict raw material tracking, providing comprehensive heat-number mapping from titanium ingots to finalized sterilized packaging.
Utilizing advanced localized manufacturing lines allows our team to fulfill extensive multi-country tender requisitions while guaranteeing product uniformity.
We adjust structural parameters including thread pitches, geometry profiles, and surface textures to fit specialized cortical bone density demands.
Modern clinical success depends on cohesive surgical ecosystems rather than standalone components. As a comprehensive OEM/ODM manufacturing partner, DTRX Medical approaches soft tissue fixation by integrating it with broader orthopedic trauma and reconstructive systems. This macro methodology ensures that our ACL fixation systems achieve seamless mechanical harmony when paired with corresponding surgical instrumentation, bone plate systems, and intramedullary platforms.
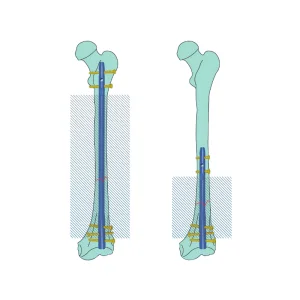
Our core product layout reflects this balanced engineering capability. By manufacturing a multi-tiered selection that includes Spinal Fixation Systems, Interlocking Intramedullary Nails, Metal Bone Plates, and specialized Metal Bone Screws, our production lines cross-apply engineering breakthroughs from trauma care into the field of sports medicine. For instance, the micro-machining parameters used to guarantee high thread integrity in our locking bone plates directly inform the production of our arthroscopic titanium suture anchors, minimizing mechanical risk points at the graft-tissue interface.
A deep breakdown of current execution processes and future research pathways for next-generation ACL fixation devices.
The roadmap of our implant development is characterized by continuous material innovation. Currently, we utilize top-tier Titanium Alloys (Ti-6Al-4V ELI) and medical-grade Polyetheretherketone (PEEK) to achieve optimal biocompatibility and high modulus metrics. Our manufacturing processes focus on eliminating internal material stresses during production, ensuring every component provides reliable torque retention and high pull-out resistance when deployed in clinical environments.
Looking ahead, our technical research team is focusing on advanced surface treatment technologies. We are integrating highly controlled electrochemical anodization and acid-etching protocols to build specialized micro-topographies that accelerate early osteointegration. Additionally, our R&D pipeline is evaluating bioabsorbable polymer composites engineered to maintain structural strength during the graft healing cycle before degrading into non-toxic metabolic byproducts, eliminating the need for secondary implant removal procedures.








The business landscape of orthopedic manufacturing is navigating a major regulatory transition. With the implementation of the EU Medical Device Regulation (MDR) and stricter FDA 510(k) clearance requirements, factories must implement complete, high-level quality data systems. This global shift means raw manufacturing speed is no longer the sole metric of industrial success; comprehensive technical documentation and consistent batch uniformity are now mandatory commercial requirements.
Economically, healthcare systems are prioritizing supply-chain consolidation to hedge against volatile shipping dynamics and material inflation. Hospitals and corporate brands are moving away from multi-tiered supply links in favor of direct, primary-source OEM/ODM producers like DTRX Medical. This direct-to-factory model stabilizes large-scale component costs and guarantees direct engineering support, ensuring product updates can be swiftly integrated based on clinical field feedback.
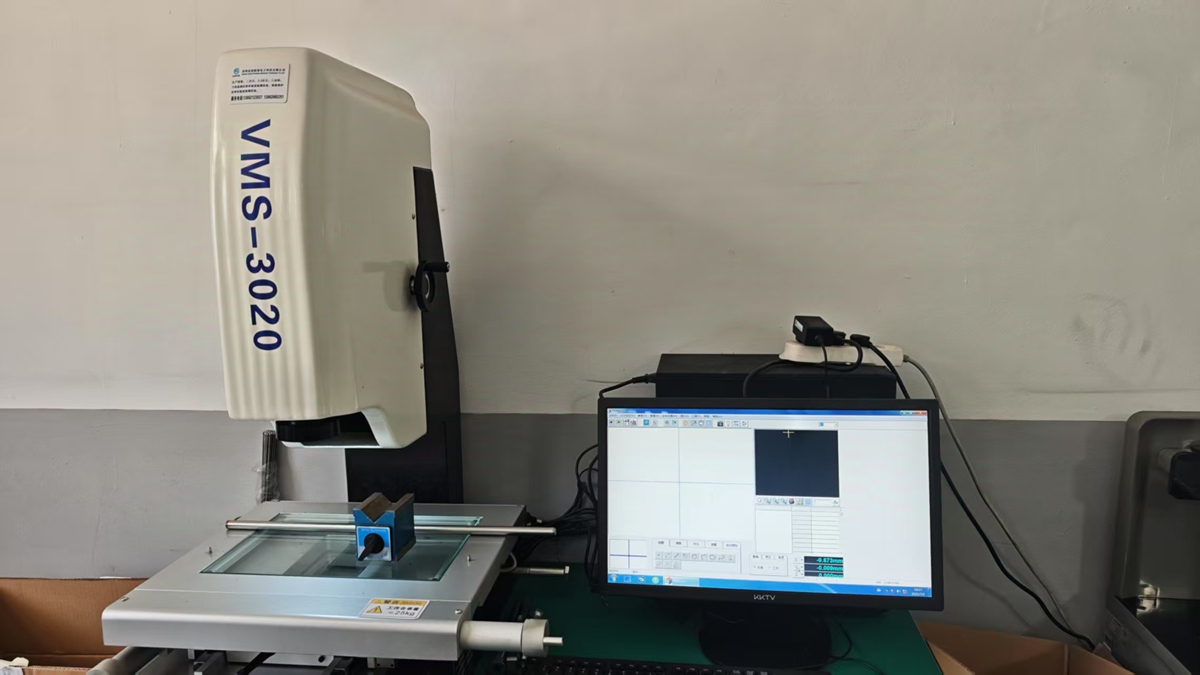
How our inspection machinery and international compliance frameworks protect global supply security.
To successfully commercialize medical components across international jurisdictions, manufacturers must implement rigid validation procedures. At DTRX Medical, our quality control architecture uses advanced, high-precision measurement systems imported from Germany to guarantee micro-metric accuracy. Our engineering teams use the HL-VMS High-Precision Video Measurement System to evaluate thread forms and geometric tolerances down to single-micron increments, ensuring unmatched component consistency.
Mechanical reliability is further verified by our dedicated Hardness Machine validation system, confirming that all raw materials meet specified physical metrics before entering production. We support our global partners by providing comprehensive technical dossiers, including material analysis certifications, cleanroom validation records, and sterilization data. This complete documentation package simplifies localized regulatory submittals, helping our clients fast-track approvals with domestic ministries of health and international safety boards.

Direct technical responses addressing common procurement, manufacturing, and regulatory compliance queries.
We manufacture our implants using medical-grade Titanium Alloy (typically Grade 5, Ti-6Al-4V ELI) compliant with ASTM F136 specifications, as well as premium implant-grade Polyetheretherketone (PEEK-OPTIMA). These premium materials ensure superior bio-inert safety, excellent fatigue resistance, and optimal Young's modulus matching to human cortical bone structures.
Our dedicated 4,500 square meter plant incorporates controlled environmental zones and standardized cleaning stages. Components undergo initial ultra-purified water cycles followed by automated electromagnetic gas polishing. Final cleaning and primary packaging are conducted in sterile fields, allowing us to supply components in pre-validated, double-barrier sterilized packaging or pristine bulk configurations ready for localized processing.
Initial design evaluations and 3D modeling are completed within 7 to 14 business days. Following engineering drawing sign-offs, physical prototype tooling and sample production via our multi-axis CNC machining centers require approximately 30 to 45 days, depending on mechanical complexity. This development window includes full structural metrology reports generated by our HL-VMS platforms.
Yes. Because our enterprise operates under verified ISO 13485 and CE frameworks, we supply standard Technical Files to support global regulatory submissions. This includes material mill certificates, biocompatibility analysis summaries, process validation logs, and product performance metrics required by the FDA, EU MDR, and other national health ministries.
Our MOQ parameters are scaled according to component complexity and necessary machine configurations. For standard catalog elements such as titanium suture anchors or fixed-loop button assemblies, our production minimums start at low thresholds to support initial market evaluation. Large-scale custom configurations are optimized through scheduled delivery blankets to minimize storage costs for our clients.
Browse our broader technical product array, integrating multi-axis stability and specialized structural fixation solutions.